
അധ്യായം ഒന്ന്
ഉൽപ്പന്നം പരിചയപ്പെടുത്തൽ
പരമ്പരാഗത ഡിസൈൻ ആശയവും നിർമ്മാണ സാങ്കേതികവിദ്യയും തകർത്തു, വിപണി വൃത്താകൃതിയിലുള്ള കട്ട്-പൈൽ തുണിത്തരങ്ങളുടെ സ്വഭാവസവിശേഷതകളും സംയോജിപ്പിച്ച്, ഞങ്ങൾ സ്വതന്ത്രമായി ഞങ്ങളുടെ സർക്കുലർ നെയ്റ്റിംഗ് മെഷീൻ വികസിപ്പിച്ചെടുത്തു.
അപേക്ഷകൾ:
പുതപ്പ്, പരവതാനി, പവിഴ രോമം, ഉയർന്ന പൈൽ, പൈൻ ഫാബ്രിക്, മയിൽ കശ്മീർ, പിവി കമ്പിളി, വൈക്കോൽ കശ്മീരി, എല്ലാത്തരം വസ്ത്ര വസ്തുക്കളും.
സാങ്കേതിക ഡാറ്റ:
മോഡൽ: YF3012;YF3016;YF3020;YF3214;YF3218;YF3222;YF3418;YF3420;YF3422;YF3620;YF3622;YF3822;YF3824;YF3826;YF3828;YF4022;YF4026;YF4030;YF4428;YF4432
സിലിണ്ടർ വ്യാസം: 30-38 ഇഞ്ച്
നീഡിൽ ഗേജ്: 14G-32G
ഫീഡർ: 12F-32F
ആർപിഎം: 1-23r/മിനിറ്റ്
പവർ: 4kw, 5.5kw
പൈൽ ഉയരം: 4-25, 25-50 മിമി
അധ്യായം രണ്ട്
അൺലോഡിംഗും ഇൻസ്റ്റാളേഷനും
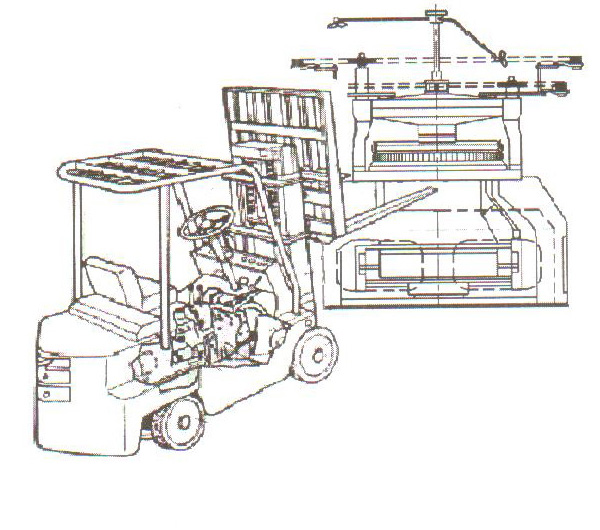
പ്രധാന ഫ്രെയിം അൺലോഡിംഗ്
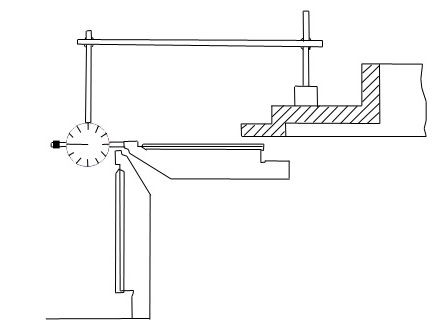
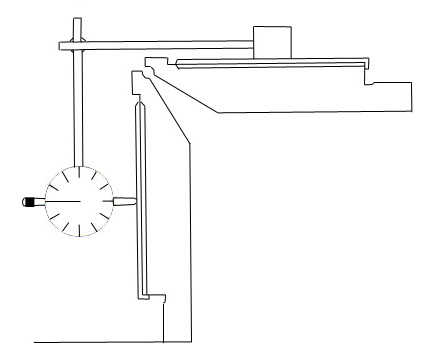
ഫ്രെയിം അൺലോഡ് ചെയ്യാൻ 5 ടണ്ണിൽ കൂടുതൽ ഫോർക്ക്ലിഫ്റ്റ് ഉപയോഗിക്കുക, ചിത്രം 1-1 ൽ കാണിച്ചിരിക്കുന്ന രീതി, ദയവായി വായിക്കുകതാഴെയുള്ള നിർദ്ദേശങ്ങൾ:
1.അൺലോഡ് ചെയ്യുന്നതിന് മുമ്പ്, തുണി റിവൈൻഡർ പ്രധാന പാദത്തിന് സമാന്തരമാക്കുന്നതിന് കൈകൊണ്ട് ട്രാൻസ്മിഷൻ സിസ്റ്റം നീക്കുക (സാധാരണയായി, ഡെലിവറിക്ക് മുമ്പ് മെഷീനുകൾ ഈ അവസ്ഥയിലായിരുന്നു).
2. ഫോർക്ക്ലിഫ്റ്റ് ഭുജം രണ്ട് ജോഡി പാദങ്ങൾക്കിടയിൽ സാവധാനത്തിൽ കയറ്റുക, താഴെ നിന്ന് ലംബമായി ഉയർത്തുക (ശ്രദ്ധിക്കുക: അൺലോഡിംഗ് സമയത്ത് മെഷീൻ സ്ലിപ്പ് കാരണം കേടുപാടുകൾ ഒഴിവാക്കാൻ, കൈയ്ക്കും യന്ത്രത്തിനും ഇടയിൽ കുറച്ച് തടികൊണ്ടുള്ള ബ്ലോക്ക് പാഡ് ചെയ്യുക)
3.അൺലോഡിംഗ് സമയത്ത്, മെഷീൻ നിലത്തു നിന്ന് ഏകദേശം 30-50 സെന്റീമീറ്റർ ഉയരത്തിൽ വയ്ക്കുക, കുണ്ടും കുഴിയും ഉള്ള റോഡിൽ ഓടാൻ അനുവദിക്കരുത്, പെട്ടെന്ന് നിർത്താനോ നീങ്ങാനോ അനുവദിക്കരുത്, കൂടാതെ ശ്രദ്ധാപൂർവം പ്രകാശിപ്പിക്കുക.
4. ഉപഭോക്താവിന്റെ ഫാക്ടറിയിലേക്ക് മെഷീൻ ഡെലിവറി ചെയ്തില്ലെങ്കിൽ, യന്ത്രത്തിന്റെ സാധാരണ ഉപയോഗക്ഷമത ഒഴിവാക്കുന്നതിന്, കേടുപാടുകളും നാശവും ബാധിക്കാതിരിക്കാൻ, വരണ്ടതും വൃത്തിയുള്ളതുമായ സ്ഥലത്ത് വയ്ക്കുന്നത് ഉറപ്പാക്കുക.
മെഷീൻ സ്ഥാനവും ഇൻസ്റ്റാളേഷനും:
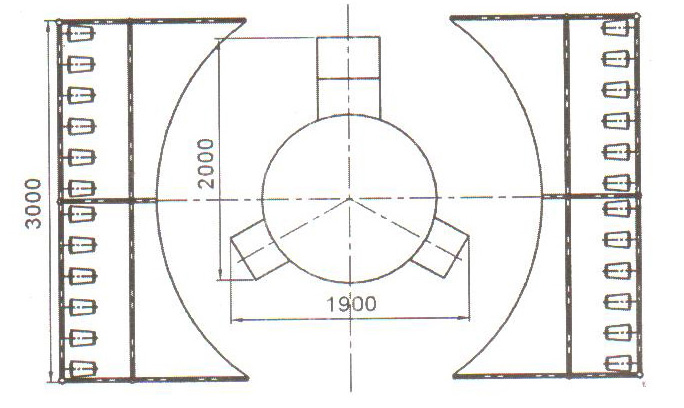
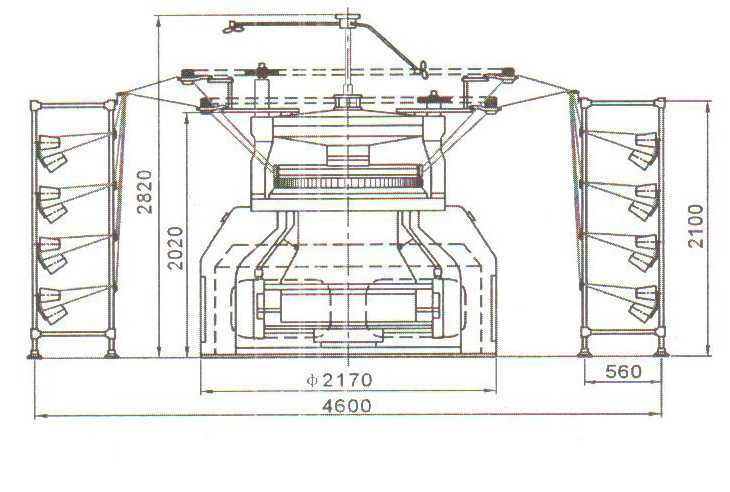
1. സ്ഥാനം ശരിയാക്കുന്നതിന് മുമ്പ്, ചിത്രം 1-2 ലെ വലുപ്പമനുസരിച്ച് ഇൻസ്റ്റാളേഷൻ സ്ഥാനം ഉറപ്പാക്കാൻ ഫ്രെയിമിന്റെയും ക്രീലിന്റെയും സ്ഥാനം അളക്കുക.
2. സ്ഥാനം ഉറപ്പിച്ചതിന് ശേഷം, മെഷീൻ ഉപരിതലം ശ്രദ്ധാപൂർവ്വം നിരപ്പാക്കാൻ ഗ്രേഡിയന്റർ ഉപയോഗിക്കുക (പ്രധാന, വൈസ് പാദങ്ങളുടെ ഫുട്ട് സ്ക്രൂ ക്രമീകരിക്കാൻ കഴിയും, ലാറ്ററൽ പിശക് 5 മില്ലീമീറ്ററിൽ കൂടാത്തത് ഉറപ്പാക്കാൻ)
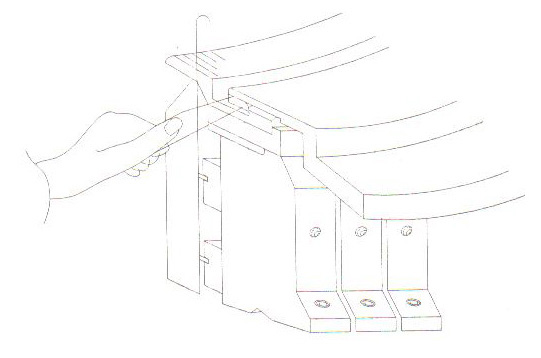
ക്രീലിന്റെ സ്ഥാനവും സംയോജനവും
1.ചിത്രം 1-2 വലുപ്പം അനുസരിച്ച് ക്രീലിന്റെ സ്ഥാനം സ്ഥിരീകരിക്കുക.
2. സിലിണ്ടർ കോളവും അത് ട്രാൻസോമും ബന്ധിപ്പിച്ച് ക്രീലിന്റെ ഫ്രെയിം സജ്ജീകരിക്കുക
3. ക്രീലിന്റെ പിൻഭാഗത്ത് കട്ടിയുള്ള നാല് അലുമിനിയം സ്ട്രിപ്പുകൾ ഇൻസ്റ്റാൾ ചെയ്യുക (നൂൽ ട്യൂബ് ട്രാക്ക് ഇൻസ്റ്റാൾ ചെയ്യാൻ), മറ്റ് നാല് കനം കുറഞ്ഞവ ക്രീലിന് മുമ്പ് ഇൻസ്റ്റാൾ ചെയ്യണം (പ്രസ്സർ ഉപകരണം ഇൻസ്റ്റാൾ ചെയ്യാൻ)
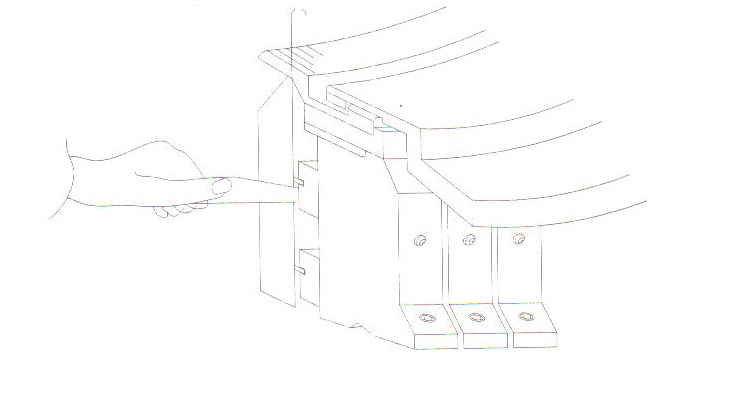
4.നൂൽ ഫീഡിംഗ് അലുമിനിയം സ്ട്രിപ്പുകളുടെ ഉയരം പ്രഷർ അലുമിനിയത്തേക്കാൾ കൂടുതലായിരിക്കണം, അതിനാൽ നെയ്ത്ത് ചെയ്യുമ്പോൾ, നൂൽ ഫീഡിംഗ് സുഗമമായിരിക്കും, എളുപ്പത്തിൽ തകരുകയുമില്ല.
5. മുൻ അലുമിനിയം സ്ട്രൈപ്പുകളിൽ പ്രഷർ ഉപകരണം ഇൻസ്റ്റാൾ ചെയ്യുക, പിന്നിലെ അലുമിനിയം സ്ട്രിപ്പുകളിൽ ക്രീൽ നൂൽ ട്യൂബ് ട്രാക്ക് ഇൻസ്റ്റാൾ ചെയ്യുക.നൂൽ തീറ്റ ഒഴിവാക്കുന്നതിന് ഏകീകൃത അകലം പാലിക്കുക.
നൂൽ അയയ്ക്കുന്നതിന്റെ സംയോജനം
1.നൂൽ ഫീഡിംഗ് ക്രീൽ രൂപാന്തരങ്ങളും നിരകളും ഇൻസ്റ്റാൾ ചെയ്ത് ക്രമീകരിക്കുക
2.അപ്പ് സർക്കുലർ ഫ്രെയിം, അപ് നൂൽ സ്റ്റോറേജ് ഡിവൈസ്, ഓട്ടോമാറ്റിക് സ്റ്റോപ്പ് ഡിവൈസ് പവർ സപ്ലൈ വയറുകൾ എന്നിവ ഇൻസ്റ്റാൾ ചെയ്യുക.
3.താഴ്ന്ന വൃത്താകൃതിയിലുള്ള ഫ്രെയിം, ഡൗൺ നൂൽ സംഭരണ ഉപകരണം, ഓട്ടോമാറ്റിക് സ്റ്റോപ്പ് ഡിവൈസ് പവർ സപ്ലൈ വയറുകൾ എന്നിവ ഇൻസ്റ്റാൾ ചെയ്യുക.
4. മുകളിലേക്കും താഴേക്കും ട്രാൻസ്മിഷൻ ബെൽറ്റ് ഇൻസ്റ്റാൾ ചെയ്യുക.
5. മുകളിലേക്കും താഴേക്കും പൊടി കളക്ടർ ഇൻസ്റ്റാൾ ചെയ്യുക, ഫാൻ സ്ഥാനം ക്രമീകരിക്കാൻ ശ്രദ്ധിക്കുക.
6.നൂൽ അലുമിനിയം പ്ലേറ്റ് ക്രമീകരിക്കുക
7.ഓട്ടോമാറ്റിക് സ്റ്റോപ്പ് ഉപകരണത്തിന്റെ പവർ ബന്ധിപ്പിക്കുക.
അധ്യായം മൂന്ന്
സാങ്കേതിക നിലവാരവും പ്രാഥമിക ക്രമീകരണവും
ഞങ്ങളുടെ എല്ലാ മെഷീനുകളും ഡെലിവറിക്ക് മുമ്പുള്ള കർശനമായ കുത്തിവയ്പ്പ്, ക്രമീകരണം, കമ്മീഷൻ ചെയ്യൽ ജോലികൾ എന്നിവയിലൂടെയാണ് (എല്ലാ മെഷീനും 48 മണിക്കൂറിൽ കൂടുതൽ പ്രവർത്തിക്കണം)
സാങ്കേതിക മാനദണ്ഡങ്ങൾ
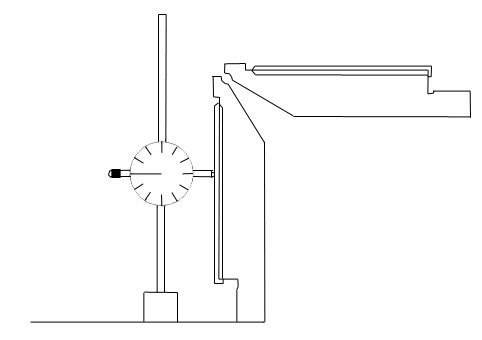
1.അപ്പ് സൂചി ഡയലിന്റെ സെൽഫ് പ്ലാൻനെസ്
സ്റ്റാൻഡേർഡ്≤0.05cm
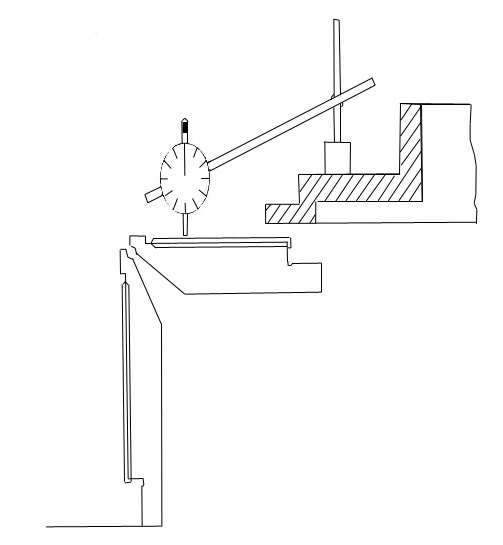
2.അപ്പ് സൂചി ഡയലിന്റെ സ്വയം വൃത്താകൃതി
സ്റ്റാൻഡേർഡ്≤0.05cm
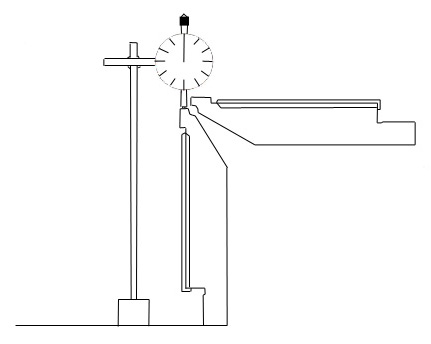
3. ഡൗൺ സൂചി ഡ്രമ്മിന്റെ സ്വയം വൃത്താകൃതി
സ്റ്റാൻഡേർഡ്≤0.05cm
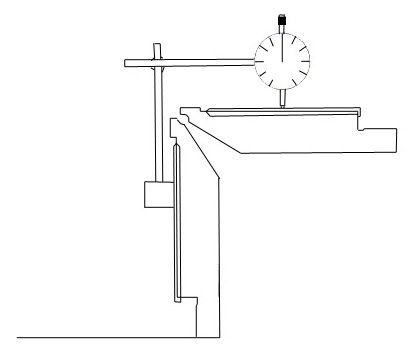
4. ഡൗൺ സൂചി ഡ്രമ്മിന്റെ സെൽഫ് പ്ലാൻനെസ്
സ്റ്റാൻഡേർഡ്≤0.05cm
5.അൺ സൂചി ഡയലിന്റെയും ഡൗൺ നീഡിൽ ഡ്രമ്മിന്റെയും അതേ പ്ലെയ്നെസ്
സ്റ്റാൻഡേർഡ്≤0.05cm
6.അപ്പ് സൂചി ഡയലിന്റെയും ഡൗൺ സൂചി ഡ്രമ്മിന്റെയും അതേ വൃത്താകൃതി
സ്റ്റാൻഡേർഡ്≤0.05cm
7.അപ്പ് ക്യാമുകൾക്കും സൂചി ഡ്രമ്മിനും ഇടയിലുള്ള ഇടം
0.15mm-0.25mm
8.ഡൗൺ ക്യാമുകൾക്കും സൂചി ഡ്രമ്മിനും ഇടയിലുള്ള ഇടം
0.15mm-0.25m
പ്രാഥമിക ക്രമീകരണം
സാധാരണയായി, ഞങ്ങളുടെ മെഷീൻ ഡെലിവറിക്ക് മുമ്പ് കർശനമായ കുത്തിവയ്പ്പിലൂടെയാണ്, എന്നാൽ മെഷീൻ കൂടുതൽ സുരക്ഷിതമായി ഉപയോഗിക്കാൻ നിങ്ങളെ അനുവദിക്കുന്നതിന്, ഉപയോഗിക്കുന്നതിന് മുമ്പ് പരിശോധിച്ച് ക്രമീകരിക്കുക.
1. മോട്ടോർ ഡ്രൈവ് പരിശോധിക്കുക
പവർ കണക്ട് ചെയ്യുക, മോട്ടോറിന്റെ ഡ്രൈവിംഗ് ദിശ പരിശോധിക്കുക, മോട്ടോറിലെ ലേബലിനൊപ്പം ദിശ വ്യത്യസ്തമാണെങ്കിൽ, മോട്ടോർ വയറിംഗ് ഉടനടി മാറ്റുക (മോട്ടോർ ടെർമിനലിന്റെ മൂന്ന് ഘട്ടങ്ങളിൽ രണ്ടെണ്ണം കൈമാറ്റം ചെയ്യുക).
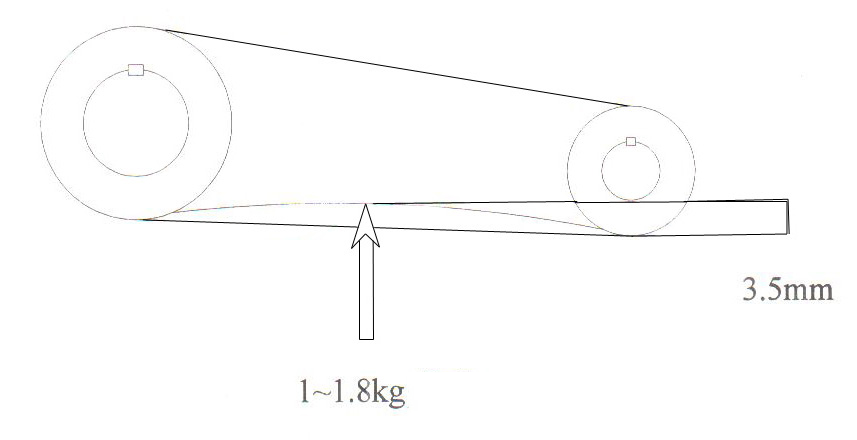
2. മോട്ടോർ ഡ്രൈവ് ബെൽറ്റിന്റെ പരിശോധനയും ക്രമീകരണവും
ജോലിക്ക് മുമ്പ്, മോട്ടോർ ഡ്രൈവ് ബെൽറ്റിന്റെ ടെൻഷൻ പരിശോധിക്കുക.ബെൽറ്റിന്റെ മധ്യഭാഗത്ത് 1-1.8 കിലോഗ്രാം ശക്തി നേടുക, ബെൽറ്റിന്റെ രേഖീയ രൂപഭേദം 3.5 മില്ലീമീറ്ററിൽ കുറയ്ക്കുക, ആവശ്യകത നിറവേറ്റുന്നത് വരെ അത് ക്രമീകരിക്കുക.രീതി ക്രമീകരിക്കുക: മോട്ടോർ ബേസ് ലോക്ക് സ്ക്രൂ അഴിക്കുക, മോട്ടോർ ടെൻഷൻ ക്രമീകരിക്കുന്ന സിൽക്ക് തൊപ്പി ക്രമീകരിക്കുക, ടെൻഷൻ ആവശ്യകത നിറവേറ്റുന്നത് വരെ, സ്ക്രൂ മുറുക്കുക.
ശ്രദ്ധിക്കുക: ആദ്യത്തെ മൂന്ന് ദിവസങ്ങളിൽ, ഒരു തവണ വീണ്ടും പരിശോധിക്കുക, തുടർന്ന് ഓരോ മൂന്ന് മാസവും പരിശോധിക്കുക.
3.ബ്ലോവിംഗ് സിസ്റ്റം ക്രമീകരണം
ഫാൻ മികച്ച സ്ഥാനത്ത് സ്ഥിതി ചെയ്യുന്നത് വരെ വീശുന്ന സിസ്റ്റത്തിന്റെ ഫാൻ പ്രത്യേകം ക്രമീകരിക്കേണ്ടതുണ്ട്.അതിനാൽ പവർ ഓണായിരിക്കുമ്പോൾ, ഫാനിന് നൂലിന്റെ എല്ലാ കോണുകളും ഊതാനാകും.
4.നൂൽ ട്രാൻസ്മിഷൻ സിസ്റ്റത്തിന്റെ ക്രമീകരണം
(1)നൂൽ ഫീഡിംഗ് അലുമിനിയം പ്ലേറ്റിന്റെ മൈക്രോ അഡ്ജസ്റ്റ്മെന്റ്.
നൂൽ ഫീഡിംഗ് അലുമിനിയം പ്ലേറ്റിന്റെ വ്യാസം മാറ്റുക, ട്രാൻസ്മിഷൻ അനുപാതം മാറും, നൂൽ തീറ്റ തുക മാറ്റും.രീതികൾ താഴെ കൊടുക്കുന്നു:
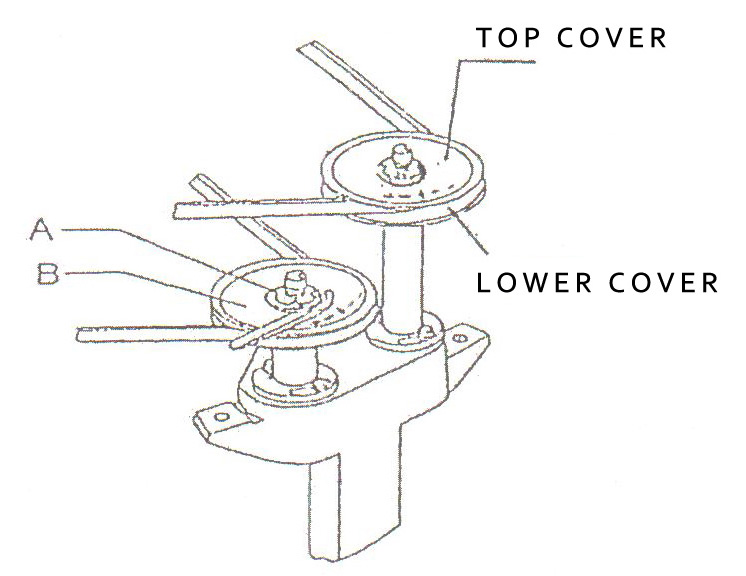
①ആദ്യം, നൂൽ ഫീഡിംഗ് അലുമിനിയം പ്ലേറ്റിന്റെ മുകളിലുള്ള വൃത്താകൃതിയിലുള്ള നട്ട് എ അഴിക്കാൻ ഒരു റെഞ്ച് ഉപയോഗിക്കുക.
②കവർ "+" ദിശയിലേക്ക് തിരിക്കുക, പ്ലേറ്റിനുള്ളിലെ 12 സ്ലൈഡറുകൾ പുറത്തേക്ക് വികസിക്കുകയും ചക്രത്തിന്റെ വ്യാസം വർദ്ധിപ്പിക്കുകയും നൂൽ തീറ്റ അളവ് വർദ്ധിപ്പിക്കുകയും ചെയ്യും.നേരെമറിച്ച്, "-" എന്നതിലേക്ക് തിരിക്കുക, നൂൽ തീറ്റ അളവ് കുറയും.കറങ്ങുമ്പോൾ, സമാന്തരമായി സൂക്ഷിക്കുക, അല്ലാത്തപക്ഷം, സ്ലൈഡറുകൾ സ്ലോട്ടിൽ നിന്ന് വീഴാം.
③നൂൽ തീറ്റ അലുമിനിയം പ്ലേറ്റിന്റെ വ്യാസം പരിധി: 70-202 മിമി ആയിരിക്കും
④ പ്ലേറ്റ് ക്രമീകരിച്ച ശേഷം, വൃത്താകൃതിയിലുള്ള നട്ട് വീണ്ടും ലോക്ക് ചെയ്യുക.
(2)നൂൽ ഫീഡിംഗ് ട്രാൻസ്മിഷൻ ബെൽറ്റിന്റെ ടെൻഷൻ അഡ്ജസ്റ്റ്മെന്റ്
ബെൽറ്റ് വളരെ അയഞ്ഞതാണെങ്കിൽ, നൂൽ സംഭരണ ഉപകരണം തെന്നി നീങ്ങുകയും സ്തംഭനാവസ്ഥയിലാകുകയും നൂൽ തീറ്റയെ സ്വാധീനിക്കുകയും ചെയ്യും.അതിനാൽ കമ്മീഷൻ ചെയ്യുന്നതിനുമുമ്പ്, നൂൽ ഫീഡിംഗ് ട്രാൻസ്മിഷൻ താഴെ പറയുന്ന രീതിയിൽ ക്രമീകരിക്കുക:
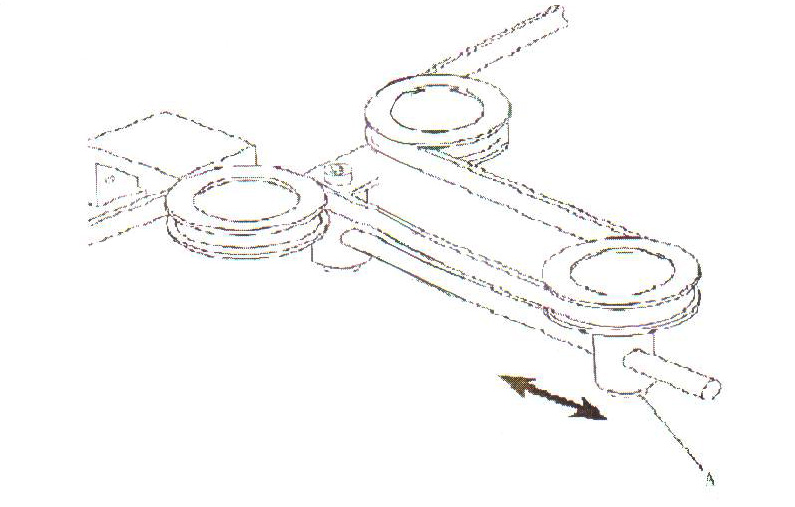
① സ്ക്രൂ എ അഴിക്കുക
②സ്ലൈഡറിനൊപ്പം സ്ക്രോൾ വീൽ പുറത്തേക്ക് വലിക്കുക, നൂൽ സംഭരണ ഉപകരണത്തിലെ ബെൽറ്റ് സമ്മർദ്ദം ഒന്നുതന്നെയാണെന്ന് ഉറപ്പാക്കുക.
③ സ്ക്രൂ എ ലോക്ക് ചെയ്യുക
1. ഗ്രീസ് ലൂബ്രിക്കേഷൻ പരിശോധിക്കുക
ട്രാൻസ്മിഷൻ സിസ്റ്റത്തിന്റെയും തുണി റോളിംഗ് സിസ്റ്റത്തിന്റെയും ഓരോ ഭാഗത്തിന്റെയും ലൂബ്രിക്കേഷൻ പരിശോധിക്കുക, എന്തെങ്കിലും അസ്വാഭാവികതയുണ്ടെങ്കിൽ, കൃത്യസമയത്ത് ഗ്രീസ് ലൂബ്രിക്കേഷൻ ചേർക്കുക.
അധ്യായം നാല്
നെയ്ത്ത് സമയത്ത് സാധാരണ പ്രശ്നങ്ങൾ
ദ്വാരം
· പരുക്കൻ നൂൽ മൂലമുണ്ടാകുന്ന പ്രധാനം
മോശം ഗുണനിലവാരം അല്ലെങ്കിൽ വളരെ ഉണങ്ങിയ നൂൽ കാരണം
·നൂൽ തീറ്റ വായയുടെ തെറ്റായ സ്ഥാനം
·നൂൽ പിരിമുറുക്കം വളരെ വലുതാണ് അല്ലെങ്കിൽ കോയിൽഡ് ടെൻഷൻ വളരെ വലുതാണ്
· കോയിൽ സാന്ദ്രത വളരെ കൂടുതലാണ്
നെയ്റ്റിംഗ് സർക്കിൾ വളരെ ദൈർഘ്യമേറിയതാണ്, തുണി വളരെ നേർത്തതാണ്
സൂചി കാണാതായി
·നൂൽ തീറ്റ വായയുടെ തെറ്റായ സ്ഥാനം
·നൂൽ ടെൻഷൻ വളരെ ചെറുതാണ്
നെയ്റ്റിംഗ് സർക്കിൾ വളരെ ദൈർഘ്യമേറിയതാണ്
·നൂൽ തൊട്ടി തെറ്റായ ഫീഡിംഗ് വായ ദ്വാരം
· ഉപരിതല നൂൽ തീറ്റ വായ് വളരെ ഉയർന്നതാണ്
ടക്ക് പ്രതിഭാസം
· കോയിൽഡ് ടെൻഷൻ വളരെ ചെറുതാണ്
· ഫാബ്രിക് സാന്ദ്രത വളരെ കൂടുതലാണ്
·സൂചി നാക്ക് കേടായി
സൂചി നാവിന് ക്ഷതം
· ഭക്ഷണം നൽകുന്ന വായയുടെ സ്ഥാനം വളരെ ഉയർന്നതാണ്, വളരെ മുന്നിലാണോ വളരെ പിന്നിലാണോ, നൂൽ തീറ്റ വായിൽ പ്രവേശിച്ചിട്ടുണ്ടോ എന്ന് ശ്രദ്ധിക്കുക.
സൂചി കൂട്ടിയിടി
എണ്ണയുടെ അഭാവം അല്ലെങ്കിൽ അനുചിതമായ ഉപയോഗം
നൂലിന്റെ ഗുണനിലവാരം വളരെ സുഷിരമാണ് അല്ലെങ്കിൽ ക്രീൽ ഗേജിന് അനുയോജ്യമല്ല
·വേഗത വളരെ കൂടുതലാണ് അല്ലെങ്കിൽ തുണിയുടെ സാന്ദ്രത വളരെ കൂടുതലാണ്
· തകർന്ന സൂചി ഡ്രം, സൂചി ഡയൽ അല്ലെങ്കിൽ ക്യാം എന്നിവയാൽ സംഭവിക്കുന്നത്
നെയ്റ്റിംഗ് ഒറിജിനൽ മിനുസമാർന്നതല്ല, വേണ്ടത്ര വൃത്തിയുള്ളതല്ല
·അപ്പ് നെയ്റ്റിംഗ് ഡയലും ഡ്രമ്മും തമ്മിലുള്ള വിടവ് തെറ്റായിരുന്നു
വരകൾ
· ഉപരിതല നൂൽ പിരിമുറുക്കത്തിന്റെ തെറ്റായ ക്രമീകരണം
·നൂലിന്റെ ഗുണനിലവാരം വ്യത്യസ്തമാണ്
· മർദ്ദം കമ്പിളി ചക്രത്തിന്റെ തെറ്റായ സ്ഥാന ക്രമീകരണം
·താഴത്തെ നൂൽ പിരിമുറുക്കത്തിന്റെ തെറ്റായ ക്രമീകരണം
ബാർ
·കത്തി മൂർച്ചയുള്ളതല്ല
കത്തിയിൽ വളരെയധികം പൊടി, കത്തി ഹുക്ക് വളരെ ഇറുകിയതാണ്
എണ്ണയുടെ അഭാവം, എണ്ണയുടെ അളവ് വളരെ ചെറുതാണ്
അദ്ധ്യായം അഞ്ച്
മെയിന്റനൻസ്
ആധുനിക നെയ്റ്റിംഗ് മെഷീന്റെ ഉയർന്ന വേഗതയ്ക്കും ഉയർന്ന കൃത്യതയ്ക്കും അറ്റകുറ്റപ്പണിയുടെ ഉയർന്ന അഭ്യർത്ഥന ആവശ്യമാണ്, അതിനാൽ, ഞങ്ങളുടെ കമ്പനി ദൈനംദിന ജോലിയുടെ ചില മെയിന്റനൻസ് രീതികൾ ഗൗരവമായി സംഗ്രഹിച്ചു, മെഷീൻ മികച്ച അവസ്ഥയിൽ പ്രവർത്തിക്കുന്നതിന് ഉപയോക്താക്കൾക്ക് നിർദ്ദേശങ്ങൾ പാലിക്കാൻ കഴിയുമെന്ന് പ്രതീക്ഷിക്കുന്നു.
മെഷീന്റെ പ്രാരംഭ ഉപയോഗവും പരിപാലനവും
1.മെഷീൻ ഇൻസ്റ്റലേഷൻ പൂർത്തിയാക്കി ഉൽപ്പാദനം ആരംഭിക്കുമ്പോൾ, വേഗത വളരെ വേഗത്തിലാകാൻ കഴിയില്ല, ആദ്യ ആഴ്ചയിൽ ഒരു ദിവസം 20 മണിക്കൂർ), വേഗത 10r/മിനിറ്റിനുള്ളിൽ നിലനിർത്തുക.ഒരാഴ്ചയ്ക്ക് ശേഷം, ക്രമേണ വേഗത സാധാരണ നിലയിലേക്ക് ക്രമീകരിക്കുക
2.ആദ്യ മാസം റൺ-ഇൻ കാലയളവാണ്, ഒരു മാസത്തിന് ശേഷം, മെഷീൻ ഗ്രെയിലിലെ മെഷീൻ ഓയിൽ മാറ്റുക, കൂടാതെ ഓരോ മൂന്ന് മാസത്തിലും മാറ്റം വരുത്തുക
3. ഓയിൽ ലെവലറിന്റെ മെഷീൻ ഓയിൽ 1/2-2/3 സൂക്ഷിക്കുക, എണ്ണ കുറവുള്ളപ്പോൾ കൃത്യസമയത്ത് വിതരണം ചെയ്യുക, വെയർ പ്ലേറ്റിന്റെ കേടുപാടുകൾ ഒഴിവാക്കുകയും മെഷീൻ ലോക്കിംഗിന് കാരണമാകുകയും ചെയ്യുക
പ്രതിദിന അറ്റകുറ്റപ്പണി
1. നെയ്ത്ത് ഭാഗവും ബാച്ചിംഗ് ഉപകരണവും വൃത്തിയായി സൂക്ഷിക്കാൻ, ഓരോ ഷിഫ്റ്റിലും നൂൽ ക്രീലിലും മെഷീൻ പ്രതലത്തിലും ഘടിപ്പിച്ചിരിക്കുന്ന പൊടി വൃത്തിയാക്കുക
2.ഓട്ടോമാറ്റിക് സ്റ്റോപ്പ് ഉപകരണവും സുരക്ഷാ ഉപകരണവും ഓരോ ഷിഫ്റ്റിലും പരിശോധിക്കുക, എന്തെങ്കിലും അസ്വാഭാവികതയുണ്ടെങ്കിൽ അത് ഉടനടി നന്നാക്കുക അല്ലെങ്കിൽ മാറ്റിസ്ഥാപിക്കുക.
3. ഓരോ ഷിഫ്റ്റിലും നൂൽ തീറ്റ ഉപകരണം പരിശോധിക്കുക, എന്തെങ്കിലും അസ്വാഭാവികതയുണ്ടെങ്കിൽ, അത് ഉടനടി ക്രമീകരിക്കുക
4.മെഷീൻ ഓയിൽ മിററും ടാങ്കറിന്റെ ഓയിൽ ലെവൽ ട്യൂബും പരിശോധിക്കുക
പ്രതിവാര അറ്റകുറ്റപ്പണികൾ
1.നൂൽ ഫീഡിംഗ് സ്പീഡ് അലുമിനിയം പ്ലേറ്റ് വൃത്തിയാക്കുക, പ്ലേറ്റിലെ പൊടി സ്റ്റോക്ക്പൈൽ വൃത്തിയാക്കുക
2. പ്രക്ഷേപണത്തിന്റെ ബെൽറ്റ് ടെൻഷൻ സാധാരണമാണോ, പ്രക്ഷേപണം സ്ഥിരമാണോ എന്ന് പരിശോധിക്കുക
3. തുണി റോളിംഗ് മെഷീന്റെ ഭ്രമണം പരിശോധിക്കുക
പ്രതിമാസ അറ്റകുറ്റപ്പണി
1. പൊടി വൃത്തിയാക്കാൻ എല്ലാ ക്യാംബോക്സും നീക്കം ചെയ്യുക
2. പൊടി നീക്കം ചെയ്യുന്ന ഫാൻ വൃത്തിയാക്കി കാറ്റിന്റെ ദിശ ശരിയാണോ എന്ന് പരിശോധിക്കുക.
3.എല്ലാ ഇലക്ട്രിക്കൽ ആക്സസറികളുടെയും പൊടി വൃത്തിയാക്കുക
4. ഓട്ടോമാറ്റിക് സ്റ്റോപ്പ് സിസ്റ്റം, സുരക്ഷാ അലാറം സിസ്റ്റം, ചെക്കിംഗ് സിസ്റ്റം എന്നിവയുൾപ്പെടെ എല്ലാ ഇലക്ട്രിക്കൽ ആക്സസറികളുടെയും പ്രകടനം അവലോകനം ചെയ്യുക)
അർദ്ധവാർഷിക പരിപാലനം
1. എല്ലാ സൂചി ഡയലും സൂചിയും വൃത്തിയാക്കുക, എല്ലാ സൂചികളും പരിശോധിക്കുക, എന്തെങ്കിലും കേടുപാടുകൾ ഉണ്ടെങ്കിൽ, ഉടൻ മാറ്റുക
2.ഓയിൽ സ്പ്രേ മെഷീൻ വൃത്തിയാക്കുക, എണ്ണ തടസ്സമില്ലാത്തതാണോ എന്ന് പരിശോധിക്കുക
3.നൂൽ സംഭരണ ഉപകരണം വൃത്തിയാക്കി പരിശോധിക്കുക
4. മോട്ടോർ, ട്രാൻസ്മിഷൻ സിസ്റ്റത്തിന്റെ പൊടിയും എണ്ണയും വൃത്തിയാക്കുക
5.വേസ്റ്റ് ഓയിൽ ശേഖരണം തടസ്സമില്ലാത്തതാണോയെന്ന് പരിശോധിക്കുക
വാർഷിക അറ്റകുറ്റപ്പണി
1. നെയ്റ്റിംഗ് ഘടകങ്ങൾ നെയ്റ്റിംഗ് മെഷീന്റെ ഹൃദയമാണ്, ഇത് തുണിയുടെ ഗുണനിലവാരത്തിന്റെ നേരിട്ടുള്ള ഉറപ്പാണ്, ഓ, നെയ്റ്റിംഗ് ഘടകങ്ങൾ നിലനിർത്തുന്നത് വളരെ പ്രധാനമാണ്
2. നെയ്റ്റിംഗ് ഫാബ്രിക്കിലേക്ക് പൊടി ഒഴിവാക്കാൻ സൂചി ഗ്രോവ് വൃത്തിയാക്കുക.രീതി: നൂലിന് പകരം ഗുണനിലവാരം കുറഞ്ഞ അല്ലെങ്കിൽ പാഴ് നൂൽ ഉപയോഗിക്കുക, ഉയർന്ന വേഗതയിൽ മെഷീൻ തുറക്കുക, കൂടാതെ സിലിണ്ടറിലൂടെ വലിയ അളവിൽ എണ്ണ കുത്തിവയ്ക്കുക, ഇന്ധനം നിറയ്ക്കുമ്പോൾ പ്രവർത്തിക്കുക, പാഴായ എണ്ണ പൂർണ്ണമായും ഗ്രോവിൽ നിന്ന് പുറത്തുവരുന്നതുവരെ പ്രവർത്തിക്കുക.
3. ഏതെങ്കിലും സൂചി കേടായിട്ടുണ്ടോയെന്ന് പരിശോധിക്കുക, ഉണ്ടെങ്കിൽ അത് ഉടനടി മാറ്റുക;തുണിയുടെ ഗുണനിലവാരം വളരെ മോശമാണെങ്കിൽ, എല്ലാം അപ്ഡേറ്റ് ചെയ്യണോ എന്ന് പരിഗണിക്കണം.
4.സിലിണ്ടർ ഗ്രോവ് ഒരേ ദൂരമാണോ (അല്ലെങ്കിൽ തുണിയുടെ പ്രതലത്തിൽ വരകളുണ്ടോ എന്ന് പരിശോധിക്കുക), സൂചി ഗ്രോവ് മതിൽ ഇറുകിയതാണോ എന്ന് പരിശോധിക്കുക.
5.ക്യാമുകളുടെ തേയ്മാനം പരിശോധിക്കുക, ഇൻസ്റ്റലേഷൻ സ്ഥാനം ശരിയാണോ എന്ന് പരിശോധിക്കുക, സ്ക്രൂകൾ ഇറുകിയതാണോ എന്ന് പരിശോധിക്കുക.
6. ഓരോ നൂൽ ഫീഡിംഗ് വായയുടെ സ്ഥാനവും പരിശോധിച്ച് ശരിയാക്കുക, എന്തെങ്കിലും കേടുപാടുകൾ ഉണ്ടെങ്കിൽ, ഉടൻ മാറ്റുക.
7. ഓരോ ഫാബ്രിക്കിന്റെയും നീളം തുല്യമാണെന്ന് ഉറപ്പാക്കാൻ, ഓരോ നാരോയിംഗ് ക്യാമറയുടെയും ഇൻസ്റ്റാളേഷൻ സ്ഥാനം പരിശോധിക്കുക
ലൂബ്രിക്കറ്റിംഗ് വഴി, എണ്ണയും ലൂബ്രിക്കേഷനും
1.ലൂബ്രിക്കേറ്റിംഗ് വഴിയും എണ്ണയും
(1) എല്ലാ ദിവസവും ഡയലും തുണി ഉരുളുന്ന യന്ത്രവും പരിശോധിക്കുക, എണ്ണ 2/3 ൽ കുറവാണെങ്കിൽ, എണ്ണ ചേർക്കുക.N10#-N32# മെഷീൻ ഓയിൽ ഉപയോഗിക്കുക.അരവർഷത്തെ അറ്റകുറ്റപ്പണി നടത്തുമ്പോൾ, ഏതെങ്കിലും എണ്ണപ്പൊടി ഉണ്ടെങ്കിൽ, ഉടൻ മാറ്റുക.
(2) എല്ലാ മാസവും സിലിണ്ടർ ബേസ് ഗിയർ പരിശോധിക്കുക, ഗ്രീസ് ചേർക്കുക, നമ്പർ 3 ലിഥിയം ലൂബ്രിക്കറ്റിംഗ് ഗ്രീസ് ഉപയോഗിക്കുക
(3) ഓരോ അര വർഷത്തിലും പരിപാലിക്കുമ്പോൾ, ഓരോ ട്രാൻസ്മിഷൻ ബിയറും പരിശോധിക്കുക, ഗ്രീസ് ചേർക്കുക, നമ്പർ 3 ലിഥിയം ലൂബ്രിക്കറ്റിംഗ് ഗ്രീസ് ഉപയോഗിക്കുക.
(4) ഇംഗ്ലണ്ട് വേക്കർ ഹൈ സ്പീഡ് സർക്കുലർ നെയ്റ്റിംഗ് മെഷീൻ ഓയിൽ പോലെ, നെയ്റ്റിംഗ് ഘടകങ്ങളുടെ എല്ലാ ലൂബ്രിക്കേഷനും നെയ്റ്റിംഗ് ഓയിൽ (ഇൻജക്ഷൻ മെഷീൻ ഓയിൽ ഉൾപ്പെടെ) ഉപയോഗിക്കണം.
2.ലൂബ്രിക്കേഷൻ
ഓരോ ഘടകങ്ങളുടെയും എണ്ണ തരവും ലൂബ്രിക്കേറ്റ് സമയവും നന്നായി അറിയുക, എല്ലാ മെഷീനും സെറ്റ് ഓയിലും സെറ്റ് ഡോസേജും ഉപയോഗിച്ച് നിശ്ചിത സമയത്ത് ലൂബ്രിക്കേറ്റ് ചെയ്യാൻ കഴിയുമെന്ന് ഉറപ്പാക്കുക.
പ്രവർത്തനരഹിതവും സീൽ ചെയ്ത പരിഗണനകളും
യന്ത്രത്തിന്റെ അറ്റകുറ്റപ്പണിയും പരിചരണവും അർദ്ധവർഷത്തെ അറ്റകുറ്റപ്പണികൾക്കനുസൃതമായി നടത്തണം, ആദ്യം നെയ്ത്ത് ഭാഗങ്ങളിൽ ലൂബ്രിക്കറ്റിംഗ് ഓയിൽ ചേർക്കുക, തുടർന്ന് നെയ്റ്റിംഗ് സൂചിയിൽ ആന്റിറസ്റ്റ് ഓയിൽ ചേർക്കുക, അവസാനം സൂചി എണ്ണയിൽ മുക്കി ഉണക്കി വൃത്തിയായി അടച്ച ടാർപ്പ് ഉപയോഗിച്ച് മെഷീൻ മൂടുക. സ്ഥലം.
മെഷിനറി ആക്സസറികളുടെയും സ്പെയർ പാർട്സുകളുടെയും സംഭരണം
സാധാരണ ഉപയോഗിക്കുന്നതും വേഗത്തിൽ ധരിക്കുന്നതുമായ ഭാഗത്തിന്, സാധാരണ കരുതൽ ഉൽപ്പാദന തുടർച്ചയുടെ ഒരു പ്രധാന ഗ്യാരണ്ടിയാണ്.സംഭരണ അന്തരീക്ഷം തണുത്തതും വരണ്ടതും താപനിലയിൽ ചെറിയ വ്യത്യാസമുള്ളതുമായിരിക്കണം, പതിവ് പരിശോധനയും ആവശ്യമാണ്.
സംഭരണ രീതി ഇപ്രകാരമാണ്:
1.സിലിണ്ടർ സൂചിയുടെയും സൂചി ഡയലിന്റെയും സംഭരണം
ആദ്യം സിലിണ്ടർ സൂചി വൃത്തിയാക്കുക, എന്നിട്ട് അത് മെഷീൻ ഓയിലിൽ വച്ചിരിക്കുന്ന തടി പെട്ടിയിൽ ഇടുക, മുട്ടയിടുന്നതും രൂപഭേദം സംഭവിക്കുന്നതും ഒഴിവാക്കാൻ ഒരു ഓയിൽ തുണി പൊതിയുക.ഉപയോഗിക്കുമ്പോൾ സിലിണ്ടർ സൂചിക്കുള്ളിലെ മെഷീൻ ഓയിൽ നീക്കം ചെയ്യാൻ കംപ്രസ് ചെയ്ത വായു ഉപയോഗിക്കുക, തുടർന്ന് സൂചി എണ്ണ ചേർക്കുക.
2.ക്യാമുകളുടെ സംഭരണം
ക്യാമുകളെ തരംതിരിച്ച് ബോക്സിൽ സൂക്ഷിച്ചിരുന്ന സ്റ്റോറേജിൽ വയ്ക്കുകയും തുരുമ്പ് ഒഴിവാക്കാൻ ആന്റിറസ്റ്റ് ഓയിൽ ചേർക്കുകയും ചെയ്യുക.
3. നെയ്റ്റിംഗ് സൂചിയുടെ സംഭരണം
(1) പുതിയ നെയ്റ്റിംഗ് സൂചി യഥാർത്ഥ പാക്കിംഗ് ബോക്സിൽ സ്ഥാപിക്കണം, സീൽ നീക്കം ചെയ്യരുത്.
(2)പഴയ നെയ്റ്റിംഗ് സൂചി വൃത്തിയുള്ളതായിരിക്കണം, പരിശോധിച്ച്, കേടായവ തിരഞ്ഞെടുത്ത്, അവയെ തരംതിരിച്ച്, തുരുമ്പ് ഒഴിവാക്കാൻ സൂചി എണ്ണയിൽ സൂക്ഷിക്കണം.
ഇലക്ട്രിക്കൽ ഭാഗങ്ങളുടെ പരിപാലനം
1. പരിപാലനത്തിന്റെ പ്രാധാന്യം
നെയ്റ്റിംഗ് മെഷീൻ സർക്യൂട്ടിൽ കൃത്യമായ ഇലക്ട്രോണിക് ഘടകം അടങ്ങിയിരിക്കുന്നു—-ഇൻവെർട്ടർ.പ്രായോഗിക പ്രയോഗങ്ങളിൽ, ചുറ്റുമുള്ള താപനില, ഈർപ്പം, വൈബ്രേഷൻ, പൊടി, നശിപ്പിക്കുന്ന വാതകങ്ങൾ, മറ്റ് പാരിസ്ഥിതിക ഘടകങ്ങൾ എന്നിവ കാരണം ഇൻവെർട്ടറിന്റെ വിശ്വാസ്യതയും സേവന ജീവിതവും മോശമായി ബാധിക്കും.ശരിയായി പരിപാലിക്കുകയാണെങ്കിൽ, വിശ്വാസ്യത ഉറപ്പാക്കാൻ മാത്രമല്ല, സേവനജീവിതം നീട്ടാനും, ഇടയ്ക്കിടെ ഉണ്ടാകുന്ന പരാജയം മൂലമുണ്ടാകുന്ന ഉൽപാദന നഷ്ടം കുറയ്ക്കുകയും ചെയ്യും.അതിനാൽ, ഇൻവെർട്ടറിന്റെയും പെരിഫറൽ സർക്യൂട്ടുകളുടെയും പതിവ് അറ്റകുറ്റപ്പണികൾ ആവശ്യമാണ്.
2. ഇൻവെർട്ടറിന്റെയും പെരിഫറൽ സർക്യൂട്ടുകളുടെയും പരിശോധന
പ്രവർത്തിക്കുന്ന ഇൻവെർട്ടറിനും കൺട്രോൾ സർക്യൂട്ടിനും, സാധാരണയായി ഇനിപ്പറയുന്ന പരിശോധനകൾ നടത്തണം:
(1) പരിസ്ഥിതി താപനില: പൊതുവെ സാധാരണ - 10 ℃ ~ + 40 ℃ പരിധി, 25 ℃ അല്ലെങ്കിൽ അതുപോലെ.
(2) ഇൻവെർട്ടർ ഇൻപുട്ട് വോൾട്ടേജ്: സാധാരണ ശ്രേണി 380V±10% ആണ്.
(3) ഫ്ലൈ ഡൗൺ പതിവായി വൃത്തിയാക്കുക, ഇലക്ട്രിക് ബോക്സ് ആന്തരിക വൃത്തിയായി സൂക്ഷിക്കാൻ കൺട്രോൾ ബോക്സിലെ പൊടി, ഷിഫ്റ്റ് മാറിയതിന് ശേഷം ദിവസത്തിൽ ഒരിക്കൽ വൃത്തിയാക്കാൻ നിർദ്ദേശിക്കുന്നു.
(4) ഓയിൽ കാലപ്പഴക്കമുള്ള വയറുകളെ വേഗത്തിലാക്കും, ഉള്ളിലെ ഇലക്ട്രിക്കൽ ബോക്സ് അബദ്ധത്തിൽ ഓയിലിലേക്ക് പോയാൽ, കൃത്യസമയത്ത് വൃത്തിയാക്കുക.
(5) ഇലക്ട്രിക്കൽ ബോക്സിന്റെ എക്സ്ഹോസ്റ്റ് ഫാൻ പതിവായി പരിശോധിക്കുക, കേടുപാടുകൾ സംഭവിച്ചാൽ, യഥാസമയം മാറ്റിസ്ഥാപിക്കുക, ഇലക്ട്രിക് ബോക്സിന്റെ ആന്തരിക താപനില വളരെ ഉയർന്നതല്ലെന്ന് ഉറപ്പാക്കുക.
3. റെഗുലർ പരിശോധന
വാർഷിക ഉപകരണങ്ങൾ ഓവർഹോൾ സമയം ഉപയോഗിച്ച്, ഇൻവെർട്ടർ ഇന്റേണൽ ബിറ്റിൽ ഇൻസ്പെക്ഷൻ ഫോക്കസ് ഇടുക.
(1) പതിവ് അറ്റകുറ്റപ്പണികൾ നടത്തുമ്പോൾ, ഇൻവെർട്ടറിന്റെ ഡിസി ബസ് പവർ ഇൻഡിക്കേറ്റർ ഓഫ് ആകുന്നതുവരെ ഓപ്പറേഷന് മുമ്പ് വൈദ്യുതി വിച്ഛേദിക്കണം, സാധാരണയായി ഒരു മിനിറ്റിൽ കൂടുതൽ (ഇൻവെർട്ടറിന്റെ വലിയ ശേഷി, കൂടുതൽ കാത്തിരിപ്പ് സമയം), തുടർന്ന് നടപ്പിലാക്കുക. പ്രവര്ത്തനം.
(2) ഇൻവെർട്ടറിന്റെ പുറം കവർ പൊളിക്കുക, ഇൻവെർട്ടർ സർക്യൂട്ട് ബോർഡും ആന്തരിക IGBT മൊഡ്യൂളുകളും ഇൻപുട്ട്, ഔട്ട്പുട്ട് ടെർമിനലുകളും മറ്റ് ഭാഗങ്ങളും വാക്വം ചെയ്യുക.സർക്യൂട്ട് ബോർഡിലെ വൃത്തികെട്ട സ്ഥലങ്ങൾ മായ്ക്കാൻ ചില പ്രത്യേക ക്ലീനിംഗ് ഏജന്റുകൾ ഉപയോഗിച്ച് കോട്ടൺ തുണി ഉപയോഗിക്കുക.
(3) ഇൻവെർട്ടറിന്റെ ആന്തരിക ലെഡ് വയർ ഇൻസുലേഷൻ പരിശോധിച്ച് നാശമോ തകർന്ന പാടുകളോ ഉണ്ടോ എന്ന് പരിശോധിക്കുക, ഒരിക്കൽ കണ്ടെത്തിയാൽ ഉടൻ ചികിത്സിക്കുകയോ മാറ്റി സ്ഥാപിക്കുകയോ ചെയ്യണം.
(4) വൈബ്രേഷൻ, താപനില മാറ്റങ്ങൾ, മറ്റ് ഇഫക്റ്റുകൾ എന്നിവ കാരണം, സ്ക്രൂ പോലുള്ള ഇൻവെർട്ടറിന്റെ ചില ക്ലാമ്പിംഗ് യൂണിറ്റുകൾ എല്ലായ്പ്പോഴും വഴക്കമുള്ളതായിത്തീരുന്നു, എല്ലാ സ്ക്രൂകളും വീണ്ടും ശക്തമാക്കണം.
(5) ഇൻപുട്ട്, ഔട്ട്പുട്ട് റിയാക്ടറുകൾ, ട്രാൻസ്ഫോർമറുകൾ മുതലായവ അമിതമായി ചൂടാകുന്നുണ്ടോ, ചോർച്ചയാണോ, ഇൻസുലേഷൻ തകരാറിലാണോ, നിറം മാറുന്നുണ്ടോ, കരിഞ്ഞിട്ടുണ്ടോ, ദുർഗന്ധം ഉണ്ടോ എന്ന് പരിശോധിക്കുക.
(6)ഇന്റർമീഡിയറ്റ് ഡിസി സർക്യൂട്ട് ഫിൽട്ടറിംഗ് ഇലക്ട്രോലൈറ്റിക് കപ്പാസിറ്ററിന്റെ കപ്പാസിറ്റിയും ചാർജ്-ഡിസ്ചാർജ് പ്രകടനവും നല്ലതാണോ, രൂപത്തിന് വിള്ളലുകൾ, ചോർച്ച, വീക്കം മുതലായവ ഉണ്ടോ എന്ന് പരിശോധിക്കുക, ഫിൽട്ടർ കപ്പാസിറ്ററിന്റെ സേവന ജീവിതം 5 വർഷമാണ്, ഏറ്റവും ദൈർഘ്യമേറിയ പരീക്ഷാ കാലയളവ് ഒരു വർഷമാണ്. , അഞ്ച് വർഷത്തിന് ശേഷം ദയവായി അത് മാറ്റിസ്ഥാപിക്കുക.
(7) കൂളിംഗ് ഫാനിന്റെ പ്രവർത്തനം നല്ല നിലയിലാണോയെന്ന് പരിശോധിക്കുക, അസാധാരണമായ ശബ്ദം കണ്ടാൽ, അസാധാരണമായ വൈബ്രേഷൻ ഉടനടി മാറ്റിസ്ഥാപിക്കേണ്ടതാണ്.അല്ലെങ്കിൽ ഇൻവെർട്ടർ അമിതമായി ചൂടാകുകയും ഇൻവെർട്ടറിന്റെ പ്രവർത്തന ജീവിതത്തെ ബാധിക്കുകയും ചെയ്യും.ഫാനിന്റെ മാറ്റിസ്ഥാപിക്കൽ ചക്രം സാധാരണയായി 2-3 വർഷമാണ്.
(8) ഇൻവെർട്ടറിന്റെ ഇൻസുലേഷൻ പ്രതിരോധം സാധാരണ ശ്രേണിയിലാണോ എന്ന് പരിശോധിക്കുക (എല്ലാ ടെർമിനലുകളും എർത്ത് ടെർമിനലും), സർക്യൂട്ട് ബോർഡ് അളക്കാൻ നിങ്ങൾക്ക് മെഗാമീറ്റർ ഉപയോഗിക്കാൻ കഴിയില്ല, അല്ലാത്തപക്ഷം അത് സർക്യൂട്ട് ബോർഡിന്റെ ഇലക്ട്രോണിക് ഘടകങ്ങളെ നശിപ്പിക്കും.
(9) പവർ എൻഡ് ഉപയോഗിച്ച് R, S, T ഇൻവെർട്ടർ ടെർമിനലിന്റെ കേബിൾ വിച്ഛേദിക്കുക, മോട്ടോർ എൻഡ് ഉപയോഗിച്ച് U, V, W ഇൻവെർട്ടർ ടെർമിനലിന്റെ കേബിൾ വിച്ഛേദിക്കുക, കേബിളിന്റെ ഓരോ ഫേസ് കണ്ടക്ടർ തമ്മിലുള്ള ഇൻസുലേഷൻ അളക്കുക, മെഗാമീറ്റർ ഉപയോഗിച്ച് ഗ്രൗണ്ടിംഗ് സംരക്ഷിക്കുക ആവശ്യകതകൾ നിറവേറ്റുക, സാധാരണയായി 1MΩ-നേക്കാൾ വലുതായിരിക്കണം.
(10) അറ്റകുറ്റപ്പണി പൂർത്തിയാക്കിയ ഇൻവെർട്ടർ പ്രവർത്തനക്ഷമമാക്കുന്നതിന് മുമ്പ്, ഇൻവെർട്ടർ മോട്ടോറുമായി നിഷ്ക്രിയമായി ലോഡ് ചെയ്യുകയും കുറച്ച് മിനിറ്റ് ടെസ്റ്റ് റൺ ചെയ്യുകയും മോട്ടറിന്റെ ഭ്രമണ ദിശ സ്ഥിരീകരിക്കുകയും വേണം.
പോസ്റ്റ് സമയം: ഏപ്രിൽ-20-2022